
- How to choose a pressure vessel - air receiver
- Do you know which air receiver design you need?
- Calculation and correct usage
- Legal obligations of manufacturers or suppliers of pressure vessels
- Pressure vessel connections
- Equipped air receivers solve documentation worries
- Legal obligations of manufacturers of pressure assemblies
- Legal obligations of pressure vessel operators
How to choose a pressure vessel - air receiver
Maximum attention must be paid to the selection of a pressure vessel. Many aspects must be considered during the entire process; it's not just about the receiver itself. We will guide you through the entire process and introduce all the important steps, which we will detail below.
An air receiver (sometimes also called a tank or expansion vessel) is literally a necessary part of every air compressor that must face surges in air consumption. It creates a medium reserve for such cases, addressing and equalizing pressure fluctuations and pulsations. As soon as there is sufficient air pressure in this vessel, the pressure switch sends a signal to turn off the compressor. Air is drawn from the receiver, reducing the pressure. When the pressure drops by a set value, the switch turns the compressor on again, and it pumps compressed air back into the receiver, repeating the cycle.
Manufacturers in our range, such as Baglioni and SICC, offer various designs – receivers with or without a base, in horizontal and vertical configurations, and with working pressures most commonly between 11 and 42 bar. There is also a wide selection of surface treatments, from RAL colors to galvanized surfaces, ready to face the most demanding conditions. We'll go through everything step by step. But first, let's define the most important parameters for selection.

Most important parameters when choosing an air receiver:
- Design (vertical or horizontal vessel)
- Surface treatment
- Volume (select based on compressor output, generally larger is better than smaller)
- Working pressure
Do you know which air receiver design you need?
Short on space in the workshop? Consider a vertical vessel. For all other cases, classic horizontal vessels are available. But what about all the surface treatments? Is RAL color on the outside and inside enough? Think about the influences the receiver will be subject to. Will it be placed outside? What content will act on the vessel walls? If there are factors contributing to faster corrosion, beware! This mainly concerns aggressive media.
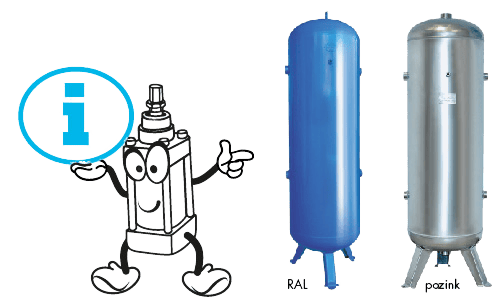
From basic treatment to the highest quality and durability:
- RAL colors
- Powder coating
- Galvanization
- Internal aluminum coating
- Internal electrical smoothing (specially for food and pharma industries)
Air receiver size
Choosing the right size is the pinnacle of the selection process. Here, you need to look at the compressor itself. If it is a piston compressor, a 3:1 load-to-rest ratio applies. Furthermore, it should not start more than 10 times per hour, including the total cycle time.

Calculation and correct usage
For a simple example, let's choose a 2.2 kW compressor with a 100 l pressure vessel and an output of 250 l/min. The machine's maximum pressure is 10 bar. Calculation: 10 x 100 = 1000 l of compressed air. Upon first start, the compressor will pressurize the receiver for 4 minutes until it turns off (1000 / 250 = 4 minutes).
While we have 1000 l of air, we also need its force. Therefore, there is a lower pressure limit where the compressor kicks in. It is usually factory-set to 6.5 bar, as most tools require 6 bar. The pressure must not drop below this.
The calculation is: 10 bar – 6.5 bar = 3.5 bar – hysteresis (the value by which the pressure must drop for the machine to restart).
The final calculation: 3.5 bar x 100 l receiver = 350 l reserve of compressed air while the machine remains at rest.
If this amount is depleted, the machine kicks in and refills to 10 bar. It refills 350 l at 250 l/min = 1.4 minutes (1 min 24 sec), assuming no further consumption during refilling.
Practice example
A customer has a machine that constantly draws 100 l/min and needs 6 bar. The 6.5 bar start pressure is sufficient.
In the case above (2.2 kW compressor, 250 l/min, 100 l receiver), we have 350 l of immediate supply. The machine consumes this in 350 / 100 = 3.5 minutes.
Then the compressor starts. We subtract the draw from the output: 250 l/min – 100 l/min = 150 l/min surplus. It will refill what was consumed in 350 / 150 = 2.33 minutes.
Total cycle: 3.5 + 2.33 = 5.83 minutes. This means exactly 10 starts per hour, which is on the edge of suitability. A larger receiver is recommended. A slightly oversized receiver is always better and safer.
Pressure vessel legislation
When purchasing a pressure vessel, you must receive documentation regarding design, manufacturing, and testing from the supplier. According to EU directives, the manufacturer must provide an EC-type examination certificate, a Declaration of Conformity based on the P.E.D. directive, and a manual in your language.
Why so much regulation? An air receiver is a pressure vessel. If overpressurized, it risks bursting, which can cause serious injury or damage. Therefore, manufacturing and use are strictly regulated.
According to current standards, responsibilities lie with:
- Manufacturers and suppliers
- Manufacturers of pressure assemblies
- Pressure vessel operators
With Baglioni receivers from our offer, you may encounter two types of EU certifications:
- SPVD (Simple Pressure Vessels Directive - for entire series)
- PED (Pressure Equipment Directive - for each vessel individually)

Connections
Every air receiver has openings for various fittings. These include a safety valve for releasing medium in case of excess pressure, a pressure gauge (manometer), ball valves at the inlet and outlet, and a ball valve for condensate drainage.
Operating a pressure vessel imposes duties on the owner, mainly for their own safety. Therefore, each receiver comes with a revision log (passport) for recording initial and periodic inspections.
What inspections to prepare for during operation?
The operator must ensure these regular revisions and inspections.
Initial revision is performed before the pressure vessel is put into operation.
Operational inspection: The operator is obliged to ensure an operational inspection shortly after commissioning and then annually.
Internal revision: Usually every five years, the internal and external state, including fittings and structure, must be checked. Frequency depends on the vessel's age and operating conditions.
Leak test: Performed after each internal revision using working pressure, usually hydraulically or pneumatically.
Pressure test
Performed typically every 9 to 10 years with test overpressure, usually using water.
A pressure test is required:
- After every repair or reconstruction
- After an operational break longer than two years
- After relocating the vessel (if deemed necessary by the internal revision)
As an operator, before commissioning, you must appoint:
- A revision technician
- A person responsible for vessel operation
- An operator – who must be re-tested every few years
What to conclude? The "issue" surrounding air receiver acquisition might seem complex, as does the follow-up process. The good news is that for anyone who values organized documentation, it is not difficult to track inspection deadlines. Furthermore, having a dedicated person ensures smooth operation, turning initial worries into efficient production results.
If you know which vessel you need, contact us. We can help narrow your choice and provide a completely equipped vessel, including the necessary tests. You can order just the receiver or a pre-assembled unit, saving time and money on TÜV inspections. While these tests can cost around 11,000 CZK, our company has a unique contract allowing us to provide them for 3,500 CZK, saving you thousands and removing the hassle.
```