How to correctly choose and use a compressor?
Read about how compressors work and which parameters to consider when choosing a compressor for your workshop or business.
Article content:
- How do compressors work?
- How to proceed when choosing a compressor?
- Frequency of compressor use
- Calculating the required air volume
- Compressed air quality
- Compressor tips for workshops and operations
A compressor is a device that increases air pressure by compressing it, enabling its further use. Choosing the right compressor has a fundamental impact on work efficiency and productivity. It is therefore essential to choose a device with appropriate performance, size, noise level, and energy efficiency.
For example, a quiet and compact compressor is more suitable for fine craft work, while a more powerful and robust model is a better choice for industrial use.
In the following lines, we will go through individual aspects of compressor selection. But first, let's look at the principle on which these pneumatic devices operate. At the end of the article, you will find recommendations for specific devices based on different uses.
How do compressors look and work?
In practice, we most often use two types of compressors that work on different principles: piston and screw compressors.
Piston Compressors
Piston compressors are mostly mobile devices, equipped with a handle and mounted on wheels for easy transport.
Compared to screw compressors, they are cheaper, but also noisier and reach higher vibration levels. However, there are also devices in soundproof versions. You can also achieve lower noise levels by using multi-cylinder compressors, which, thanks to up to three pistons, can operate at lower RPMs.
|
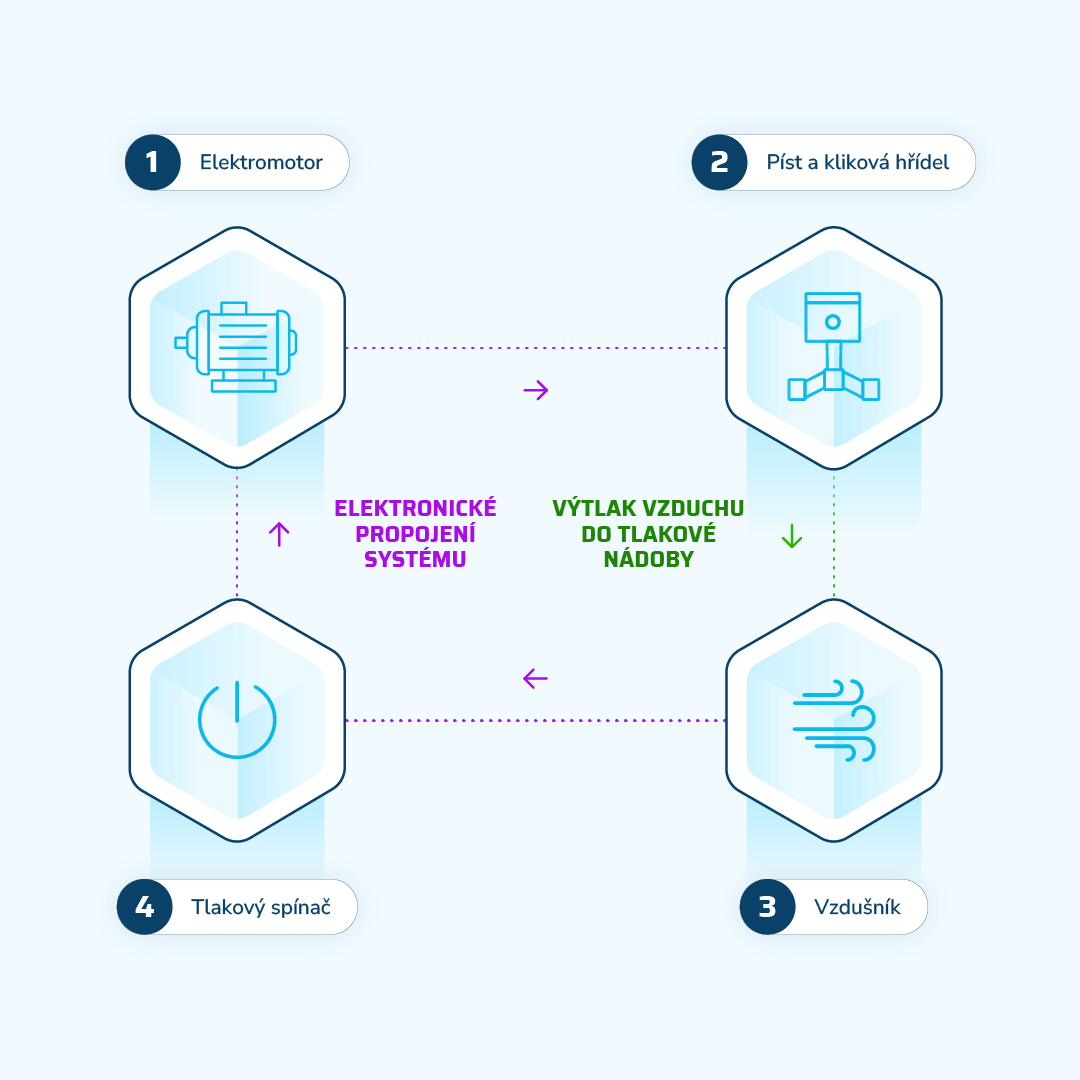
In a piston compressor, air is first sucked in and then pressurized by a piston moving in a cylinder, similar to an internal combustion engine in a car. Compressed air then moves into a pressure vessel, a so-called air receiver, the most prominent part of the compressor. When the required pressure is reached, a pressure switch turns off the compressor, and vice versa – if the switch detects a pressure drop, it activates the compressor again. In this way, constant pressure is maintained. The compressor is powered by an electric motor that drives the crankshaft connected to the piston itself. From the perspective of achievable pressure, we distinguish between:
|
|
 Principle of piston compressor operation.
Principle of piston compressor operation.@KATEGORIE@(/pistove-kompresory/)(10,random)(slider)
Screw Compressors
Screw compressors have fewer moving parts, making their operation quieter and vibration-free. Compared to piston compressors, they are larger, more durable, and possess a longer service life. Their place is more in industrial operations than in workshops. At the same time, however, they are more expensive.
|
The core of a screw compressor is – as the name suggests – a pair of interlocking screws. By rotating and moving closer together, the air in the gap is compressed and its pressure increases. Just like with a piston compressor, air is sucked in from one side and pushed out into the air receiver on the other side. The screws are again driven by an electric motor, the performance of which you can regulate by connecting a frequency inverter. To reduce friction and operating temperature, mineral oils and other lubricants are usually applied to the moving parts of the compressor. However, there are also oil-free versions (see below). |
|
.png)
@KATEGORIE@(/sroubove-kompresory/)(10,random)(slider)
How to proceed when choosing a compressor for a workshop or business?
When choosing a device, first think about a few key questions:
- How often will the compressor be in operation?
- What volume of compressed air will you need?
- What quality of compressed air do you need?
For a quick comparison, use this table |
||||||||||||
| Compressor Type | Frequency of Use | Maximum Air Pressure (our compressors) |
Performance Regulation | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| piston compressor | ideally 4–6 starts per hour max. 10 starts/hour |
11 bar (single-stage devices) 16 bar (multi-stage devices) |
via pressure switch | |||||||||
| screw compressor | continuous | 16 bar | Pressure switch frequency inverters suction valves |
|||||||||
1) Frequency of compressor use
Generally, for sporadic use in a home workshop or small business, a piston compressor is the ideal choice. You can turn it on and off as needed, but it should be remembered that these models wear out with every start. With more frequent use or longer runs, piston compressors overheat and can be damaged. The ideal operating frequency is:
- 4 starts per hour, run interval max. 10 minutes (compressors for small workshops and garages),
- 6 starts per hour, max. run interval 20 minutes (compressors for professional use).
For continuous and intensive operation, screw compressors are more suitable, designed for non-stop operation and higher performance. With screw compressors, you can also expect better performance regulation and more efficient processing of compressed air. For both types of devices, ensure timely oil changes, filter elements and generally pay attention to maintenance.
Rules for using a piston compressor
To ensure your piston compressor serves you long and reliably, it is important to follow several principles:
- Alternate on and off times in a 3:1 ratio – this means if the compressor runs for e.g. 9 minutes, let it rest for 3 minutes afterwards.
- Limit the number of starts – max. 10 starts per hour. Frequent starting leads to excessive wear of the motor and the aggregate itself.
Whether to choose a piston compressor also depends on the total daily volume of compressed air (considering necessary operational breaks – calculation below).
Rules for using a screw compressor
It is important to use screw devices every day. The compressor must reach an operating temperature of 80 °C at least once every 24 hours to (via the oil separator) remove excess moisture caused by condensation. Otherwise, the screw block will corrode quickly.
The performance of a screw compressor can be regulated by connecting a frequency inverter, which, by changing the drive speed as needed, decreases or increases the compressor's output, thus the amount of compressed air delivered. In cheaper devices, a suction valve performs a similar role.
Details can be found in the article on efficient operation of screw compressors.
2) Required air volume of the compressor
When selecting a compressor model, you need to know how much air you consume in your workshop or operation. This can be done through a thorough analysis of the use of individual pneumatic devices and operations.
This table serves as a rough consumption estimate:
Application |
Air Consumption |
| home workshops, tire inflation, blowing, small area spraying | 50 to 160 l/min |
| home workshops, assembly workstations, lower-power pneumatic tools, medium area spraying | 100 to 260 l/min |
| medium-power pneumatic tools, NC machines with lower consumption, large area spraying | 260 to 410 l/min |
| professional operations, industrial dryers, NC machines, high-power pneumatic tools | 410 to 660 l/min |
The choice of compressor based on air consumption is then governed by the size of the air receiver that can be attached to the device.
Also keep in mind that for large burst demands (typically blowing, spray painting, sandblasting), a large pressure vessel is more suitable. For driving assembly lines and other applications with constant air demand, you will need a screw compressor with a smaller air receiver.

Imagine that for your workshop, where your air consumption is 100 l/min, you are considering purchasing a piston compressor with the following parameters:
- air receiver volume: 100 l,
- suction capacity (air intake rate) 250 l/min
- maximum machine pressure: 10 bar
At 1 bar, the compressor could pressurize 1 × 100 liters of air into the receiver (the vessel's volume); at 10 bar pressure, it's 10 × 100 l = 1,000 liters of air.
How long will full pressurization take? We now know that 1,000 liters of air fit into the receiver – and you also know the suction rate is 250 liters per minute. The calculation is then simple: 1,000 l / 250 l/min = 4 min.
But that doesn't mean you could use 1,000 liters of air immediately. To use the device effectively, the compressor must keep some pressure in the vessel. If its value drops below a certain level, the compressor turns back on and starts sucking in more air.
In practice, this cut-in pressure is usually 6.5 bar. Most pneumatic tools require a pressure of 6 bar to function.
The difference between the maximum (cut-out) pressure (10 bar) and the cut-in pressure (6.5 bar) is called hysteresis. In our case, the hysteresis is 10 bar - 6.5 bar = 3.5 bar. With 1,000 liters, 650 liters of air always remain in the vessel, and we only have 350 liters available for immediate consumption.
If you consume all 350 liters, the compressor turns on and refills the consumed air in 1 minute and 24 seconds (350 l / 250 l/min = 1.4 min).
In practice, however, you usually don't wait for the device to refill all the consumed air:
- First, you turn the device on, wait for it to pressurize, and then in 3.5 minutes consume the prepared 350 liters (your operational consumption is, as written above, 100 liters per minute, so: 350 l / 100 l/min = 3.5 min).
- Then you continue working with the compressor while the device refills the consumed air. This means that from the 250 liters the device refills per minute, you consume 100 liters in the same time (effective displacement is therefore 250 l/min - 100 l/min = 150 l/min). The 350 liters consumed will therefore be refilled in 2 minutes and 20 seconds (350 l / 150 l/min = 2.33 min).
With continuing air consumption, the compressor again has a 3.5-minute break (it doesn't have to pressurize air and is not running) and then cuts in again and pressurizes for 2.33 minutes (it is running). The total compressor cycle is therefore 5 minutes and 50 seconds (3.5 min + 2.33 min = 5.88 min).
And since we know from the previous lines that for piston compressors max. 10 starts per hour are recommended, you can purchase a device with 250 l/min suction for a workshop with 100 l/min consumption.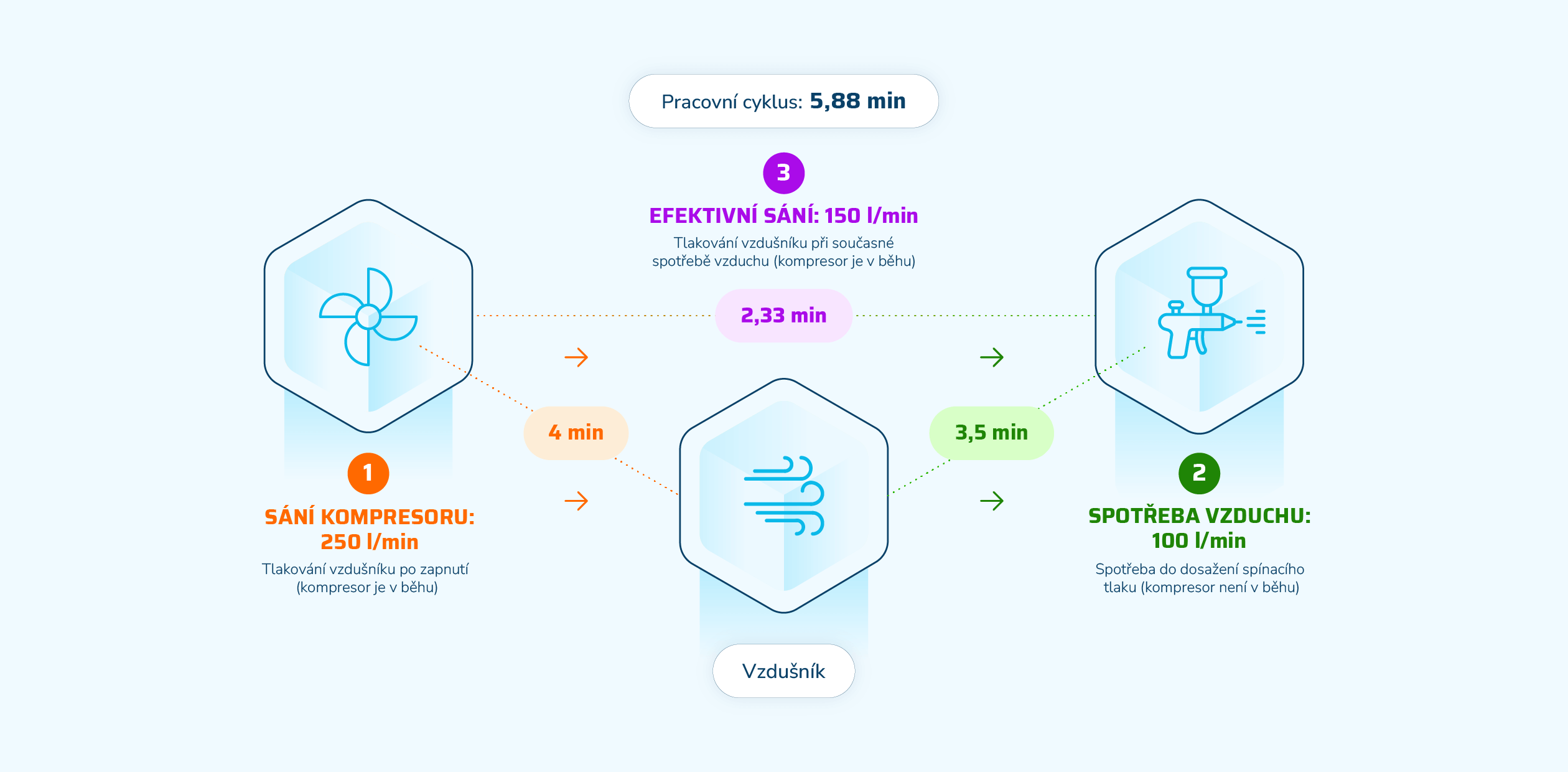
3) Compressed air quality
In conventional compressors, due to the presence of lubricants, oil residues enter the compressed air. While this is not a fundamental obstacle in workshop and engineering operations, in certain sectors (beer tapping, food and drug production, healthcare, etc.), not a trace of lubricant must remain in the air. The specific concentration is determined by the ISO 8573-1 compressed air quality standard.
In screw compressors, oil is separated from the compressed air, which then passes through a filter. There are also screw compressors that do not need oil and are cooled by liquid injection.

Navigating the wide range of compressors is not easy. Therefore, in the following lines, we present parameters of models for various applications.
Piston compressors for craftsmen and small and medium-sized businesses
For a home workshop or business, piston compressors are suitable if equipped with:
- operation with an automated pressure switch,
- two manometers for monitoring operating pressure and air receiver pressure,
- direct connection of the compressor to the drive,
- an aftercooler to reduce compressed air moisture.
@KATEGORIE@(/kompresory-poloprofesionalni/)(10,random)(slider)
What to take away from the article?
- A piston compressor is ideal for workshop use, while a screw compressor is suitable for continuous industrial operation.
- Piston compressors are mobile, cheaper, but noisier, while screw compressors are quieter, more durable, and suitable for more intensive use.
- Choose the compressor (or air receiver) based, among other things, on your air consumption.
- For food industry and healthcare use, choose oil-free piston compressors or screw devices with food-grade oil.